二射成型塑件的结构塌陷仿真 | Moldflow-Abaqus
责任编辑:
沐小月
时间:2021-05-21
来源:转载于:江丙云 iCAETube
责任编辑:
沐小月
时间:2021-05-21
来源:转载于:江丙云 iCAETube
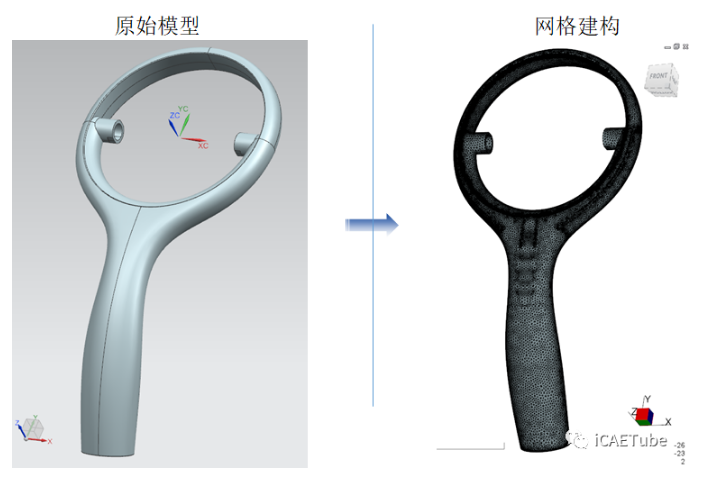
塑件产品通常使用注射成型工艺进行大批量生产,特别结构需要多次注射,比如下图雨洒部件需通过二次注射成型。

在上图产品生产过程中,二射成型后,一射半成品出现塌陷,本文首先通过Moldflow仿真分析二射产品成型过程中,一射塌陷位置的温度和压力分布,然后映射温度和压力结果,利用Abaqus对产品的塌陷区域做失效验证。
模流仿真
首先针对二射的产品进行模流仿真, 以获取塌陷区域的温度与压力分布
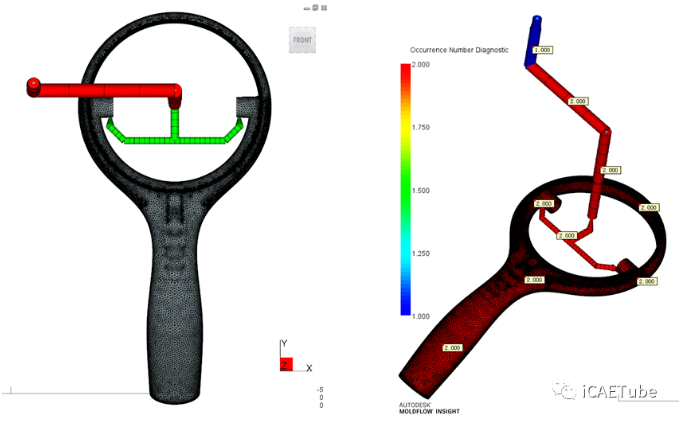
采用两点潜动模侧进胶,分析采用发生次数设置一个产品分析替代1*2模穴。
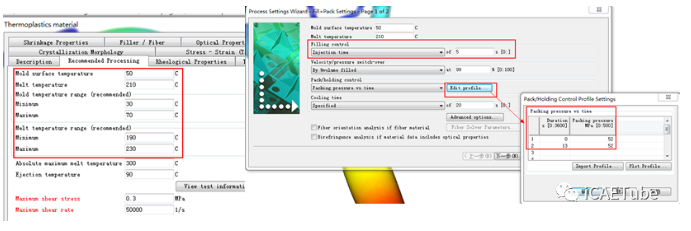
然后对照实际工艺卡,设置成型参数。
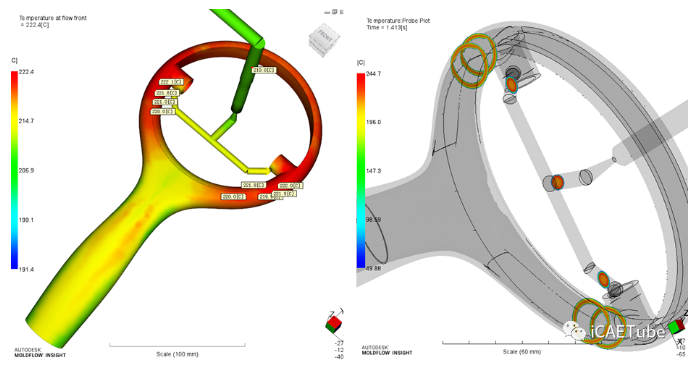
模流分析结果如下,采用类似实际成型,填充速度慢,注塑时间约5.5s,从动画中可以看出,产品两侧流动路径一致,料流汇合位置熔接线明显,汇合位置容易出现包封困气。

产品整体压力需求约为92.62Mpa,塌陷区域最大型腔压力约为43Mpa。
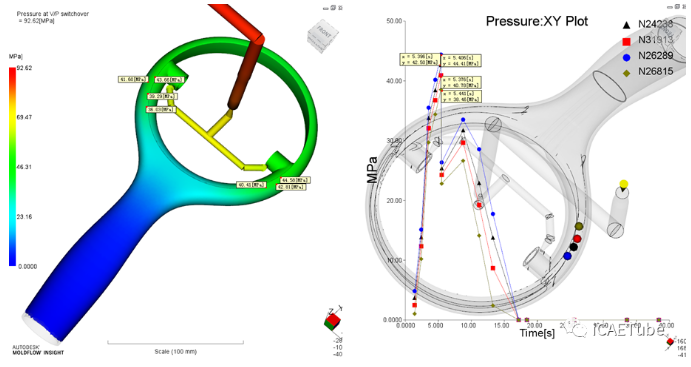
设定材料熔融温度为210℃,分析产品整体流动前锋温度最高约为222.4℃,塌陷区域附近最大的温度约高于220℃。
结构仿真
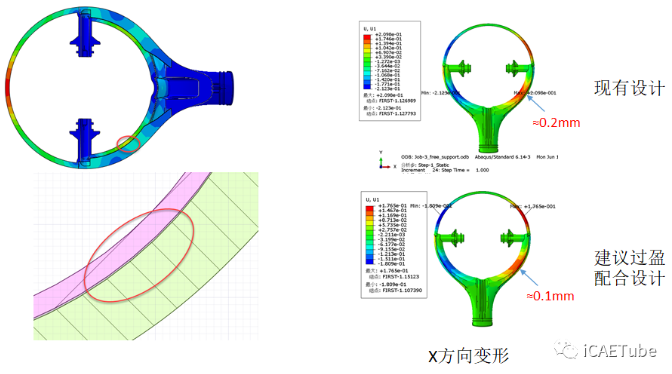
对一射的嵌件进行受压分析,确认一射塌陷区域。

固定嵌件,表面映射二射型腔压力。

分析结果,X方向的最大变形区即对应到塌陷区域。
讨论和建议
嵌块和本体的间隙,修改成过盈配合,使其装配后孔内互相支撑。
来源:转载于:江丙云 iCAETube